







2023/05/10
1578
智能化仓储物流系统在航空制造业中的设计与应用 - 智能物流产业
2024广州国际物流仓储技术及装备展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注广州仓储物流展今日新资讯:
项目背景
本项目所建设的智能立体仓储系统,位于某航空军工企业的智能制造中心内;主要用于该生产企业在生产线边上的暂存库,可支持生产线前后段的物料供给,实现生产线的不间断生产。通过建设智能立体仓库的方式实现该库的自动化作业,对提高空间使用率和生产效率,均能起到至关重要的作用。
本项目主要运用了AGV系统、堆垛机系统、自动输送系统和仓库管理系统等智能化仓储物流技术;同时将对智能制造中心的生产指挥调度系统、三维可视化分析系统进行集成,以保障用户企业的系统结构的完整性和一致性。整套系统按照“全年250天、24小时/天、三班制”的工作模式进行设计,货架的存储量按照生产线3天产量进行设计。
一
总体规划设计
1.总体布局
(1)整体布局
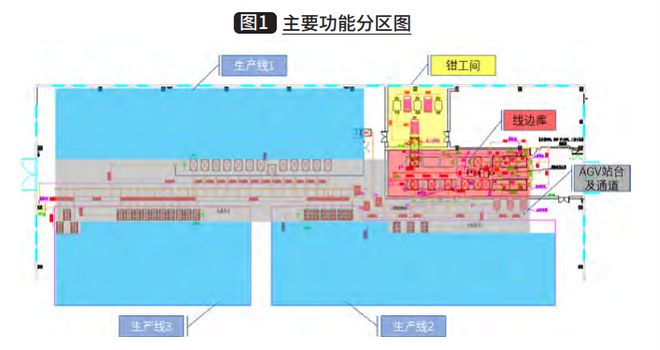
本项目所在生产车间主要由智能化立体库/线边库、钳工间、AGV通道及三条不同生产线构成(如图1所示)。其中,该线边库主要用于毛坯零部件和成品零部件的存储。同时,线边库中所存放的毛坯零部件,可通过AGV和调度系统对各生产线进行供料;原料经过生产线的加工单元处理完成的成品零部件,再次通过AGV自动搬运回线边库进行存储。
(2)线边库平面布局
本项目的线边库位于生产车间的右上方,上侧与钳工间通过输送设备相连接,下侧与车间各生产线通过AGV通道连接,右侧为生产车间主要出入口,毛坯零部件以及成品零部件均通过货车从右侧大门进入库房进行出入作业。
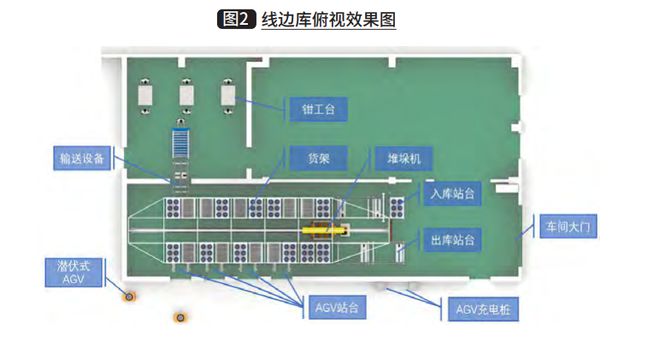
如图2所示,线边库主要分为两个功能区:托盘立体库存储区和钳工间。其中,托盘立体库存储区由链式输送机、外形检测站、货架、堆垛机和AGV站台构成,该区域主要完成毛坯件的入库存储、毛坯件出库至生产线、成品件回库、成品件进/出钳工间、成品件出库等工作;钳工间区域由辊道输送机、周转运输小车、钳工台及工业吸尘器等设备构成,其主要功能为:将经过生产线加工完成后回库的部分成品零部件,进行毛刺处理。
2.特殊物料单元设计❖
(1)托盘与内衬设计
根据用户智能制造中心产线所提供的零部件清单进行统计分析后,可知线边库需要存放的零部件共6种,每种外形尺寸均不相同。按照客户要求,选择钢制川字底托盘作为零部件承载单元,每个托盘只存放同种零部件,托盘外形尺寸为1500mm×1000mm×150mm,承载能力大于300kg,并采用四面贴码的方式。托盘外形如图3所示(空托盘示意图)。
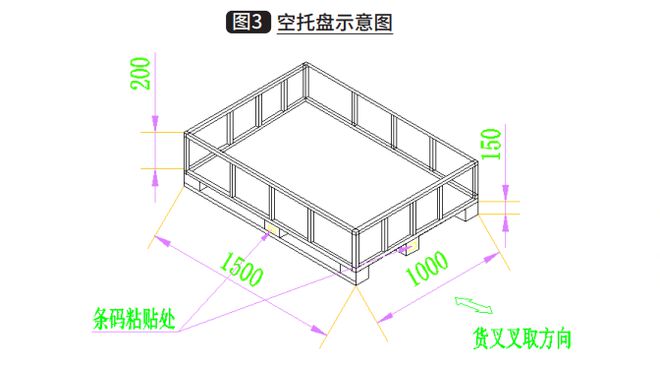
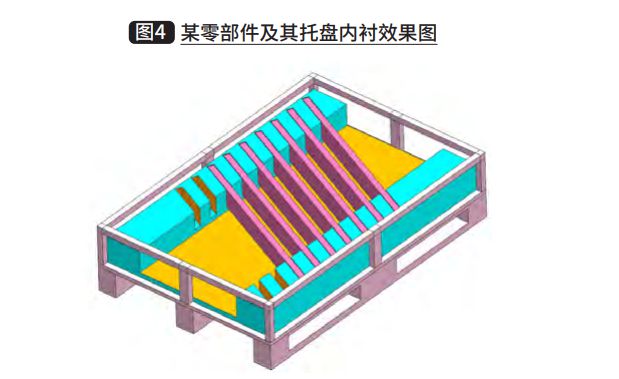
为了保证零部件在托盘搬运过程中不相互碰撞,或在托盘内发生位移导致滑落,托盘四周布置高度200mm的可拆卸的钢制围边,并且在托盘内设计一种采用硬质高密度泡沫材质的内衬用于零部件在托盘内的定位,内衬设计有零部件外形仿形槽(如图4所示);由于AGV站台上设置了定位插销,故托盘底部同样设计6个定位销插孔,可保证托盘能精确放置在AGV站台处,便于生产线的机器人抓取。
(2)货格与货架设计
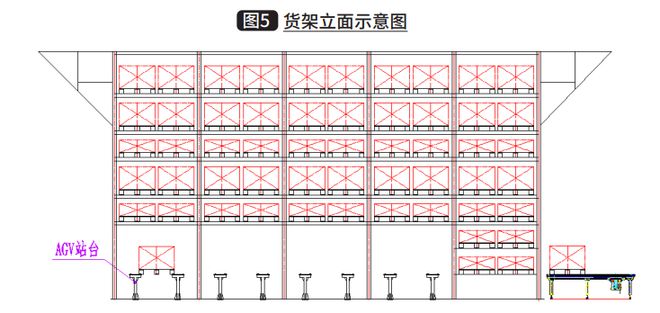
本项目根据零部件分类情况,货架额定承载重量按照500kg进行设计,每排货架设计单个存储位进深,单个货格单元内存放2个托盘零部件。货架安装于标高为±0m的地平面,总长约12m,高约7m,为节约线边库系统在车间的占地面积,现将AGV站台和与钳工间相连的自动输送设备放置于一层货架内,货架立面如图5所示。货格按照实托盘高度分为两种,存放高托盘的货格也可兼容存放另一种托盘。货架与地连接方式,采用化学螺栓安装方式。
3.工艺流程规划设计
(1)毛坯件出/入库流程
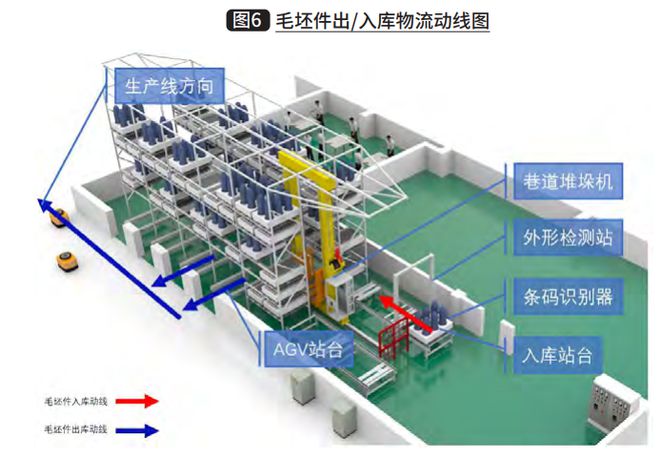
本项目中,毛坯件需要通过货车从前段生产车间运输至本段生产车间的线边库大门一侧,并由线边库系统完成对毛坯件在货架内的自动入库储存功能。当生产线需要毛坯件供给时,由线边库系统通过堆垛机、AGV等设备将毛坯件自动出库并搬运至生产线对应站台处,完成对各生产线的机械加工单元毛坯件补给。
毛坯件出/入库物流动线图,如图6所示。
①毛坯件入库作业流程
a.毛坯零部件在前段生产车间内完成组盘和装车等工作,使用货车搬运送至本车间的线边库内;
b.货车进入车间内后,由智能制造中心生产管理系统对仓库管理系统(WMS)下达入库指令;
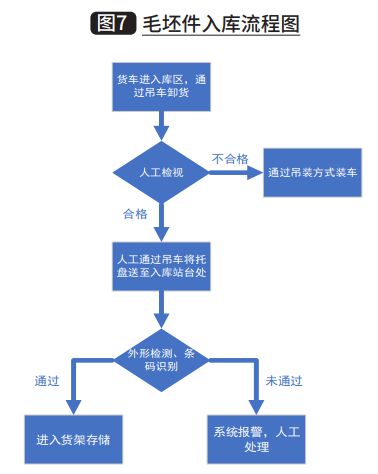
c.操作人员通过吊装方式将整托盘放置于入库站台处,并进行人工检视,经过人工检视合格后,位于入库站台处的链式输送机将托盘送至外形检测站进行外形检测,同时条码扫码器对托盘的条码信息进行确认;
d.若人工检视结果不合格,则通过吊装方式将毛坯件吊装回货车车厢内,返回前段生产线进行处理,而对于未通过外形检测或条码扫描器的毛坯件,系统将托盘送回入库站台处,并通过声光报警的方式提示操作人员进行处理,处理完成后重新进行入库作业;
e.通过以上检测后,将堆垛机把托盘送至系统自动规划的货位内进行存储,完成入库作业。
毛坯件入库流程图,如图7所示。
②毛坯件出库作业流程
a.智能制造中心生产管理系统会根据每条生产线的机械加工单元加工进度,对线边库仓库管理系统(WMS)下达供料指令;
b.线边库仓库调度系统(WCS)分解指令并调度堆垛机将托盘送至AGV站台处;
c.通过AGV将托盘自动搬运至生产线指定站台处,由机械加工单元对毛坯件进行加工处理。
毛坯件出库流程图,如图8所示。

(2)成品件出/入库流程
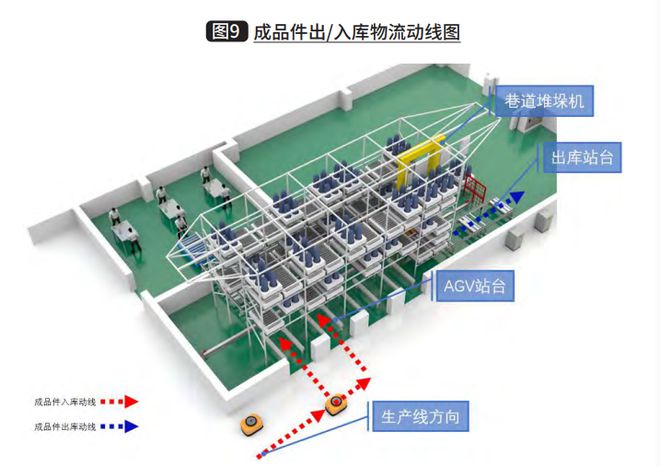
本项目中的成品件入库流程,是指将经过生产线机械加工完毕的成品件和由线边库系统的AGV、堆垛机等设备进行自动回库存储的过程;成品件出库流程,是指将货架内具备发货条件的成品件通过线边库系统自动送至出库站台处,经人工吊装的方式上车发货的过程。
成品件出/入库物流动线图,如图9所示。
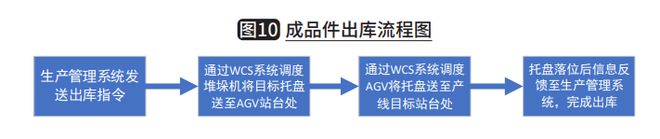
①成品件出库作业流程
a.由智能制造中心生产管理系统下达出库任务至线边库WMS系统,WMS接收并分解其指令,由WCS系统调度堆垛机将目标货位内的成品件整托搬运至位于货架前端的输送设备处;
b.输送设备将成品件托盘自动输送至出库站台,通过人工吊装的方式将成品件及托盘放入货车内,完成出库任务。
成品件出库流程图,如图10所示。
②成品件入库作业流程
a.智能制造中心生产管理系统根据各生产线生产进度等信息下达成品入库任务至线边库WMS系统,WMS接收并分解其指令,由WCS系统调度AGV形式至生产线成品件所在AGV站台处进行取货;
b.AGV取货完成后,将成品件托盘自动搬运至位于线边库货架下方的AGV站台处后,驶离站台执行后续任务;
c.由堆垛机将站台处的成品件托盘自动搬运至系统规划货位内存储,完成入库任务。
成品件入库流程图,如图11所示。

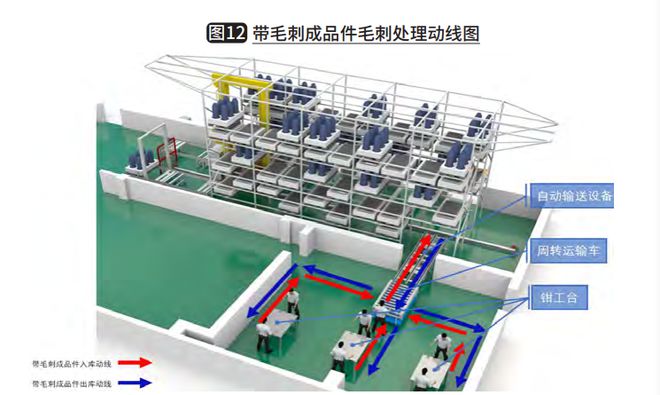
(3)带毛刺成品件出/入库流程
部分生产线加工完成的成品件需送至钳工间进行人工去毛刺处理,处理完成后的零部件需要重新入库存储。
如图12所示,在成品件入库时,线边库系统能够根据入库托盘信息,自动区分该托盘装载的成品件是否需要进行毛刺处理。对于需要进行去毛刺处理的成品件,将通过钳工间操作人员下达的指令,按照设定顺序依次送至位于货架一层的进钳工间输送设备处,再由操作人员通过周转运输小车将托盘搬运至钳工台进行去毛刺处理。处理完成的成品件,继续通过周转运输小车送回至钳工台站台处,完成自动回库存储工作。
二
系统能力仿真与设计
1.技术平台
昆船公司采用AutoMod软件根据系统工艺平面布置图,对项目进行系统和关键单机设备能力仿真。该软件是美国APPLIED MATERIALS公司提供的专用于物流过程仿真、实验与优化的软件,具有面向对象、基于三维图形化建模、真实模拟物流和设备走行动作、可实现非常复杂调度策略等特点。
2.系统仿真
(1)系统流量分析
根据车间内生产线单位时间的加工能力进行分析计算,线边库对各条生产线的半成品供给和成品回库效率需要不低于33PL/h。再结合前段工序的生产车间出库效率,可得出线边库系统整体出入库效率不低于55PL/h的需求。
(2)参数设置
仿真软件将按照巷道堆垛机、AGV等主要自动化设备的设计参数进行输入(如图13、图14所示)。同时,为检验系统可靠性,考虑仿真统计数据的稳定,设定系统仿真总时长为10小时,仿真运行画面如图15所示。仿真过程覆盖系统内的所有工作流程,并且各个流程均按照复合循环的工作模式进行,以便能更加真实地模拟现场设备的运行情况。
(3)仿真结果输出
①AGV系统
针对AGV系统,在仿真开始前将系统分为全流程与局部流程两种工况。局部流程工况是指仅模拟AGV小车在各站台间的工作流程,而全流程工况则是将AGV小车的工作流程带入包括堆垛机和输送系统的整套系统内,模拟AGV小车与其他设备进行复合作业流程。
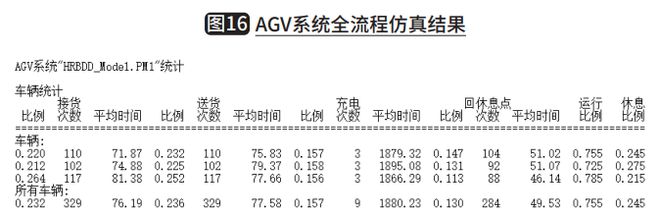
AGV小车全局流程仿真工况如图16所示,在3辆AGV小车同时运行并与堆垛机配合完成复合作业时,AGV小车设备利用率为:[(1-0.245)*100%]=75.5%;单台AGV小车搬运能力平均为:[329/10/3/75.5%]=14.5PL/h。
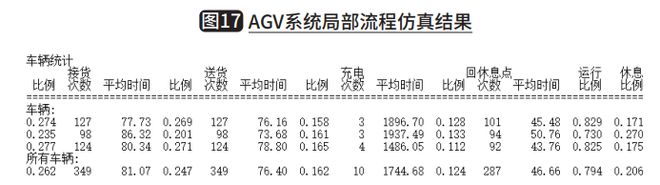
AGV小车局部流程仿真工况如图17所示,在3辆AGV小车同时运行不考虑堆垛机系统效率时,AGV小车利用率为:[(1-0.206)*100%]=79.4%;AGV小车搬运能力平均为:[349/3/10/79.4%]=14.7PL/h。
②巷道堆垛机
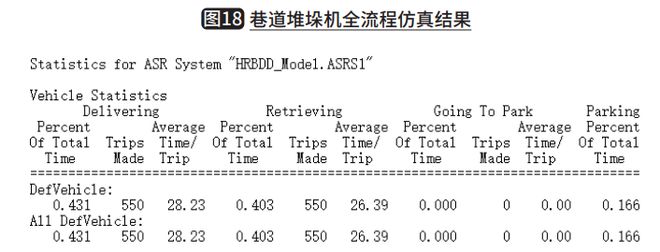
巷道堆垛机全流程仿真结果如图18所示,单台堆垛机的设备利用率为:[(1-0.166)*100%]=83.4%;设备工作能力平均为:[550/1/10/83.4%]=65.9PL/h。
3.系统仿真报告与结论
由表1可知,仿真结果均大于系统所需能力,并且所有关键设备利用率在90%以下。在仿真过程中,所有AGV同时运行时不会出现堵塞,同时系统运行良好、无瓶颈,方案能够满足使用要求。

三
单机设备创新性设计
在本项目中,巷道堆垛机和AGV都具有各自创新性特点。
对于巷道堆垛机而言,为了减少线边库区域在生产车间的占地面积,在货架一层内部放置了AGV站台以及连接钳工间的输送设备,而巷道堆垛机不仅需要将托盘送至货架的货位内,还需要送至AGV站台及输送设备上,因此巷道堆垛机的货叉设计为两个深位。
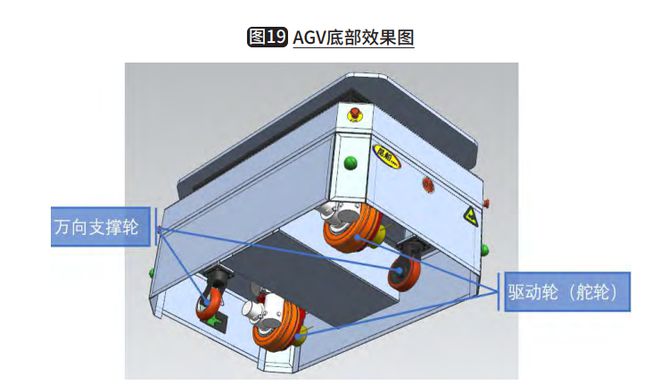
AGV是本项目中实现货架与各生产线零部件周转的核心设备。由于生产线车间内面积有限,供AGV运行的通道较狭窄,所以本次项目中选用双舵轮驱动模式的潜伏顶升式AGV(如图19所示)作为托盘搬运的载具。舵轮式结构可以实现AGV小车在狭窄通道内完成前行、后退、转向、自旋及横移等功能。
此外,为了严格执行军工行业的保密要求,本项目的AGV采用具有WAPI保密协议的无线通讯和红外光通讯两种通讯方式。WAPI是无线局域网鉴别和保密的一种安全协议,也是目前军方唯一认可的无线通讯方式。
四
结束语
近年来,智能制造在各行业内的发展深度和广度逐步提升,并已初步建成以自动化生产线、智能控制系统和工业机器人为代表的智能制造装备工业体系。该体系在制造行业内的需求日益旺盛,可以预见我国智能制造装备体系在军工制造行业的潜力巨大,仍具备广阔的市场发展空间。
本项目于2022年12月底全面进入试运行阶段,目前系统运行良好,各工艺段衔接顺畅,作业效率等均达到预期目标。该项目的顺利实施应用,也标志着航空军工行业企业智能制造中心内线边库的无人化、自动化存储和搬运等难题迎刃而解,可为各军工制造行业智能制造的发展提供借鉴和参考依据。
文章来源:网易
2024广州国际物流仓储技术及装备展览会即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。ALG将展示AGV仓储物流机器人、智能立体仓储系统、仓储技术与车间设备、内部物流软件控制、物流搬运、外部物流、机械搬运设备、输送分拣设备及配件、园区物流,同时带来一系列研讨会,为智能生产与产业集群广拓创新进步前路。2024asialogistics广州国际仓储物流展更多资讯,详情请登陆官网 https://asialogistics.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |
创新的工业领域物料搬运、仓储技术、运输系统商贸展示平台
欢迎莅临广州国际仓储物流展览会!
主办单位官方微信

